Micro waterjet cutting
10 x more accurate than conventional water steel cutting
Your contract manufacturer for micro waterjet cutting of precision parts
Whether hardened tool steel or 5 mm copper busbars - you need the perfect cutting process? Use micro waterjet cutting as a high-precision alternative to wire erosion or laser cutting. We guarantee tolerances of +/- 0.02 mm during production with the latest measuring technology. Whether you need a quick sample or series: HAILTEC is your experienced contract manufacturer for 100% reproducible quality.

Many well-known customers from industry
already rely on our expertise
Micro waterjet cutting is ideal for products such as:
Busbars, carbide, parts with thin web widths and much more ...
Examples of quality and products made by precise waterjet cutting

Cutting: small contours in hardened tool steel
- Cutting tolerance +/-0.02mm
- Perfect for hardened steels
- Significantly more economical than wire EDM in the sheet metal sector
Micro waterjet cutting is particularly well suited for hardened tool steels such as 1.2379 with 62HRC , as it enables very precise and clean cuts while not heating the material. The risk of distortion or deformation is thus minimal - and the process of precision waterjet cutting is an interesting alternative to wire EDM.
Shims, shims and shim plates as well as plates for tooling are possible applications for the process.
Precise ceramic cutting
- Cutting tolerance +/-0.02mm
- Perfect for hard and ultra-hard materials
- Thin web widths with good cutting edges Roughness
Ceramics are a high-quality material used in many fields, for example in medical technology, electronics and aerospace. However, one challenge when machining ceramics is the precision required to meet the high demands of these industries. One solution to this problem is precise micro waterjet cutting of ceramics.

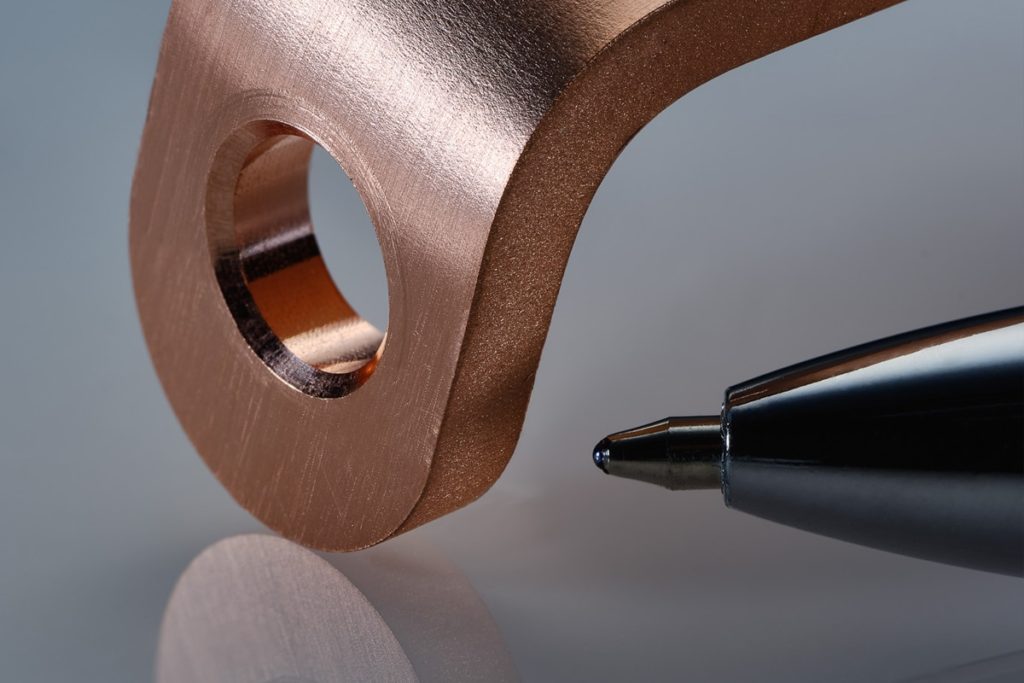
Copper micro waterjet cutting
- Precise manufacturing according to your specifications
- Short term delivery
- Repeatable and economical
Micro waterjet cutting of copper (CU) and copper alloys is frequently in demand in electromobility. The fine waterjet cuts, for example, busbars, contact elements, busbars or current transmitters - quickly, gently and with the desired precision. In addition, we can perform CNC precision machining of your samples and small batches in-house as well as the forming processes using a wide range of bending techniques.
Cutting micro components
- Cutting tolerance +/- 0.02 mm
- Perfect for small and delicate contours
- Thin web widths with good cutting edges Roughness
Micro waterjet cutting is a precision manufacturing technique used to cut micro components from a variety of materials. This technique uses a highly concentrated water jet that is directed through a fine nozzle to remove material. This achieves very precise and clean cuts with high tolerance accuracy. A major advantage of micro waterjet cutting is that it works without thermal effects on the material. This means no distortion or deformation of the material. Micro waterjet cutting can be applied to a wide range of materials, such as metals, ceramics, polymers and even biomaterials.

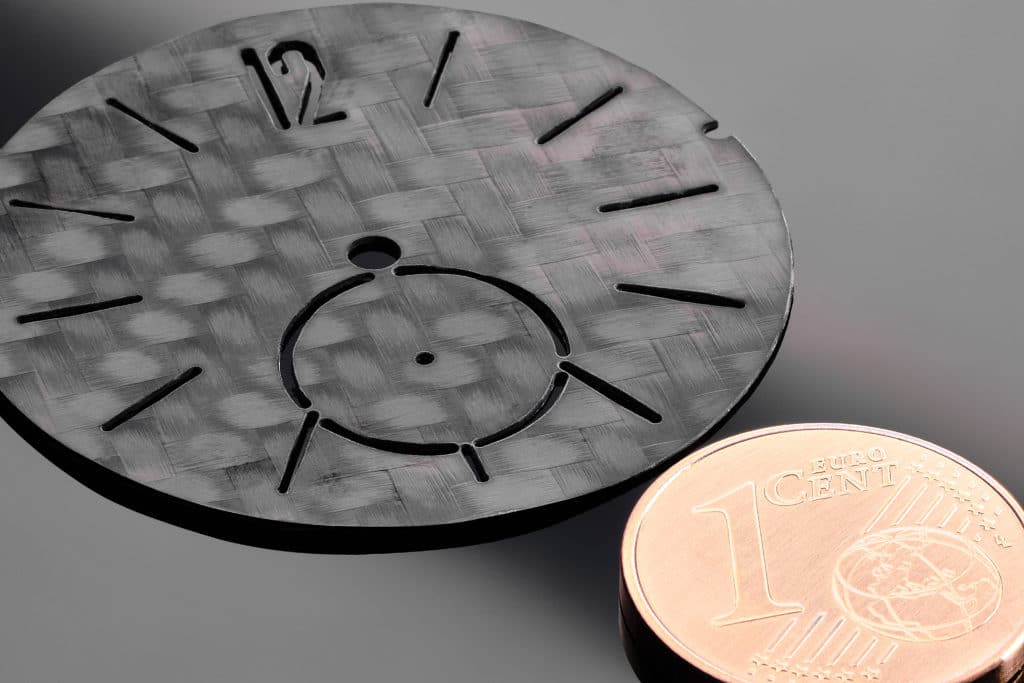
Cutting carbon
- Cutting tolerance +/- 0.02 mm
- Perfect for hardened steels
- Significantly more economical than wire EDM in the sheet metal sector
Carbon is a very hard and brittle material. It is difficult to machine, especially when it comes to achieving very precise cuts. Micro waterjet cutting makes it possible to cut carbon very cleanly and precisely, without cracks or fractures in the material. Waterjet cutting is a cold cutting process. In other words, there is no risk of thermal damage to the material that can occur with other cutting processes - such as laser cutting.
Gentle for material and environment
Advantages micro waterjet cutting
Micro Waterjet Cutting: Facts & Advantages
| Precise power | Here is an overview of the most important USPs: | Micro waterjet cutting |
|---|---|---|
| Beam diameter of 0.3 mm | Cold cut | |
| Surface roughness up to 0.8 µm | No structural change | |
| Precision +/- 0.02 mm | No slag | |
| Travels up to 750 x 600 mm | Biocompatible process | |
| from 0.03 mm web widths* | For smallest web widths | |
| *the mentioned values depend on material, thickness and geometry |
What HAILTEC offers you
4 cutting technologies, 1 supplier
As passionate contract manufacturers, we always offer you the optimum cutting process - highly precise and economical. Depending on sheet thickness and requirements. Benefit from our extensive experience with four cutting technologies: laser fine cutting, ultrashort pulse laser micro cutting, micro waterjet cutting and punching. Your project is in good hands with us.
When do you test micro waterjet cutting at HAILTEC?
Thermal microstructure change? Excluded.
Good reasons for micro waterjet cutting
Like classic waterjet cutting or macro waterjet cutting, micro waterjet cutting is also a thermoneutral, cold cutting process. A clear advantage is its high precision: micro waterjet cutting is around ten times more accurate than waterjet cutting. The cold waterjet cuts even conductive or heat-sensitive materials. The material does not become brittle and can be formed very well. The jet diameter is currently 0.3 mm. The positioning accuracy is in the single-digit micrometer range.
With the relatively new process micro waterjet cutting (also "Microwaterjet"), we achieve outstanding results for you in filigree applications: A micro-fine, cold micro waterjet cuts sensitive materials at 4,000 bar water pressure without heat generation. The biocompatible process is gentle on microstructures and surfaces, and no thermal stresses occur in the material. The result: fine and highly precise contour cuts without heat input. Reworking is eliminated or kept to a minimum.
Laser cutting
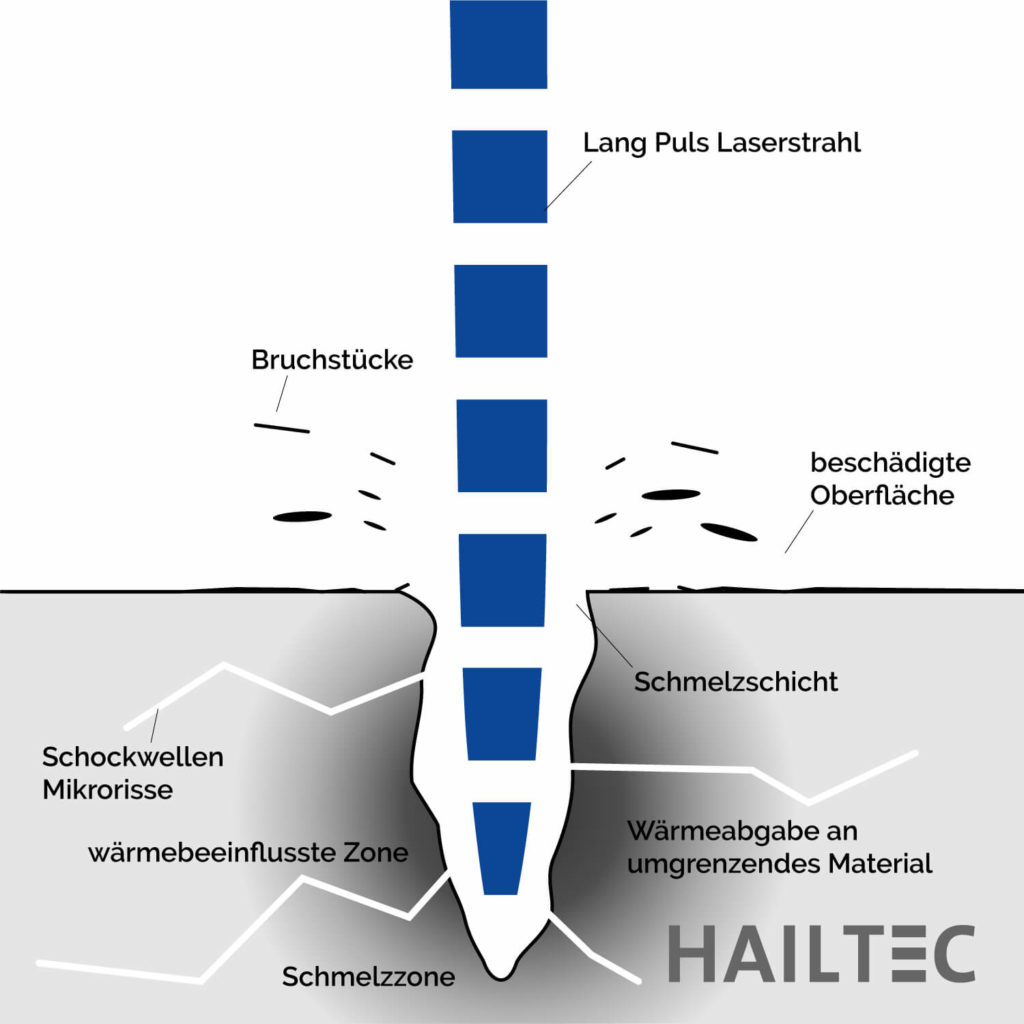
- damaged surface
- Heat dissipation to surrounding material
- Formation of microcracks and fragments
Micro waterjet cutting
- fine cut edge
- improved roughness Ra 0.8 µm
- No thermal change
Why HAILTEC company should be your partner
HAILTEC as an expert for micro waterjet cutting
With the micro waterjet, we cut your small-format sheets with high precision and reproducibility.
For example, filigree geometries in 2 mm thin tool steel with a tolerance of +/- 0.02 mm. A special feature of HAILTEC is the swivel head for cutting angle error compensation:
It enables right-angled cuts. Typical applications are busbars for electromobility or implants for medical technology.
- Huge variety of technology
- Certified quality and digital processes
- Dedicated advice
- Large material warehouse
- Fast, on schedule and economical
Materials science micro waterjet technology
Which materials are suitable for micro waterjet cutting?
Thermally sensitive materials and composite materials are particularly suitable for micro waterjet cutting. The 4,000 bar cold waterjet also cuts thicker sheets up to 10 mm as if they were cut by wire. The young process achieves the smallest web widths, saves costs and resources. We have many of the materials that can be cut in stock. Read on the right about the different materials for which the micro waterjet is suitable as a cutting tool:
Aluminum is a relatively soft and light material, resistant to corrosion and easily weldable. Typical material grades:
- AW-5754 / AlMg3
- AW 6082 / AlSi1MgMn
- AW-1050A (pure aluminum)
Titanium (Ti) is lightweight, biocompatible and passivatable. We often use the material for medical technology.
Ceramic (Si3N4, particularly resilient, temperature-stable and thermal shock-resistant)
- Structural steel (material grades e.g. 1.0330, DC01 or 1.0338, DC04)
- Stainless steel (standard stainless steels V2A such as 1.4301, 1.4316; stainless steels V4A such as 1.4404, stainless steel 1.4828, 1.4016 etc.)
- Carbon steel or carbon steel (material grade 1.1274, C100S, C75S)
- Spring steel (material grade 1.4310)
Non-ferrous metals are non-ferrous metals (without precious metals), we include:
- Copper (Cu) is resistant to corrosion, has good electrical conductivity, can be hot and cold formed. Type. Material grades: CW004A, CW008A, CW024A
- Copper, nickel, cobalt alloys (refractory)
- Bronze (hard, wear and corrosion resistant non-ferrous alloy, CW452K)
- Brass (good spring properties, cold formable. CW508L, CW612N)
- Nickel (Ni) or MU metal (ferromagnetic and particularly corrosion-resistant)
- Copper-Nickel
- Ceramic (Si3N4, particularly resilient, temperature-stable and thermal shock-resistant)
- Precious metals
- Carbon
- Numerous steel alloys
- Carbides, PCD diamond
- Pre-punched tapes with press-in zone
- Polycarbonate
- Hilumin
Contact-free and with the best beam quality, we cut a wide range of materials for you in laser fine cutting, most of which we have in stock:
- Non-ferrous and precious metals
- Stainless steels
- Various blasting alloys
- Nickel and cobalt alloys
- Carbides, PCD diamond
- Ceramics
- Pre-punched tapes with press-in zone
- Light metals
- Aluminum
- Copper alloys
- Titanium
- Tantalum
- Hilumin
Whether we also have your desired material currently in stock? Just ask.
Micro waterjet technology: Industries
The trend towards miniaturization is changing the requirements in many industries. With "Micro Waterjet Cutting" or "Precision Waterjet Cutting" you can meet them. Whether samples or series production of miniature components - as a supplier, we successfully use micro waterjet cutting for customers:
- Medical technology
- Automotive
- Mechanical Engineering
- E-mobility
- Electrical industry
- Micro / precision engineering
- Tool and mould making
- Aerospace
- Measurement and control technology
- Watch industry
- Model making
- Embossing and punching technology
Member of networks and associations


HAILTEC - Your certified partner



Frequently asked questions about micro waterjet cutting
Waterjet versus laser beam: Which process suits you?
We flexibly manufacture your parts using the laser fine cutting process, waterjet microcutting or the ultrashort pulse laser. For thin sheets and 2D and 3D shapes, laser fine cutting often scores, while waterjet microcutting and the UKP laser process sensitive materials and complex geometries without thermal stress. Take advantage of our exceptional range of technologies: the optimum manufacturing process for every processing case.
Pure water or abrasive: Which process is better?
Suitable for your application, we offer both variants of micro waterjet cutting:
Pure waterjet cutting
In pure water jet cutting, the water jet impinges at 4000 bar pressure and three times the speed of sound. It is used primarily for organic materials, including plastics as diverse as Teflon, silicone or neoprene.
Pure water waterjet cutting is an innovative process for cutting materials that uses pure water as the cutting medium. This water jet is directed under high pressure onto the material to be cut, thus producing precise and clean cuts.
One of the advantages of pure waterjet cutting is the high precision of the process. By using pure water as the cutting medium, no deposits or impurities are left on the cutting edges, which increases precision.
Another advantage is the ability to cut delicate materials without damaging them. Pure water is not aggressive and does not touch the material, which makes the cut edges cleaner and more precise.
Another advantage is the environmental friendliness of the process. Unlike other processes that produce toxic chemicals or toxic waste, pure waterjet cutting does not produce harmful waste and is therefore an environmentally friendly alternative.
Overall, pure waterjet cutting is an advanced method for cutting materials that offers high precision, clean cut edges and environmental friendliness. It is particularly well suited for delicate materials or applications where the highest precision is required.
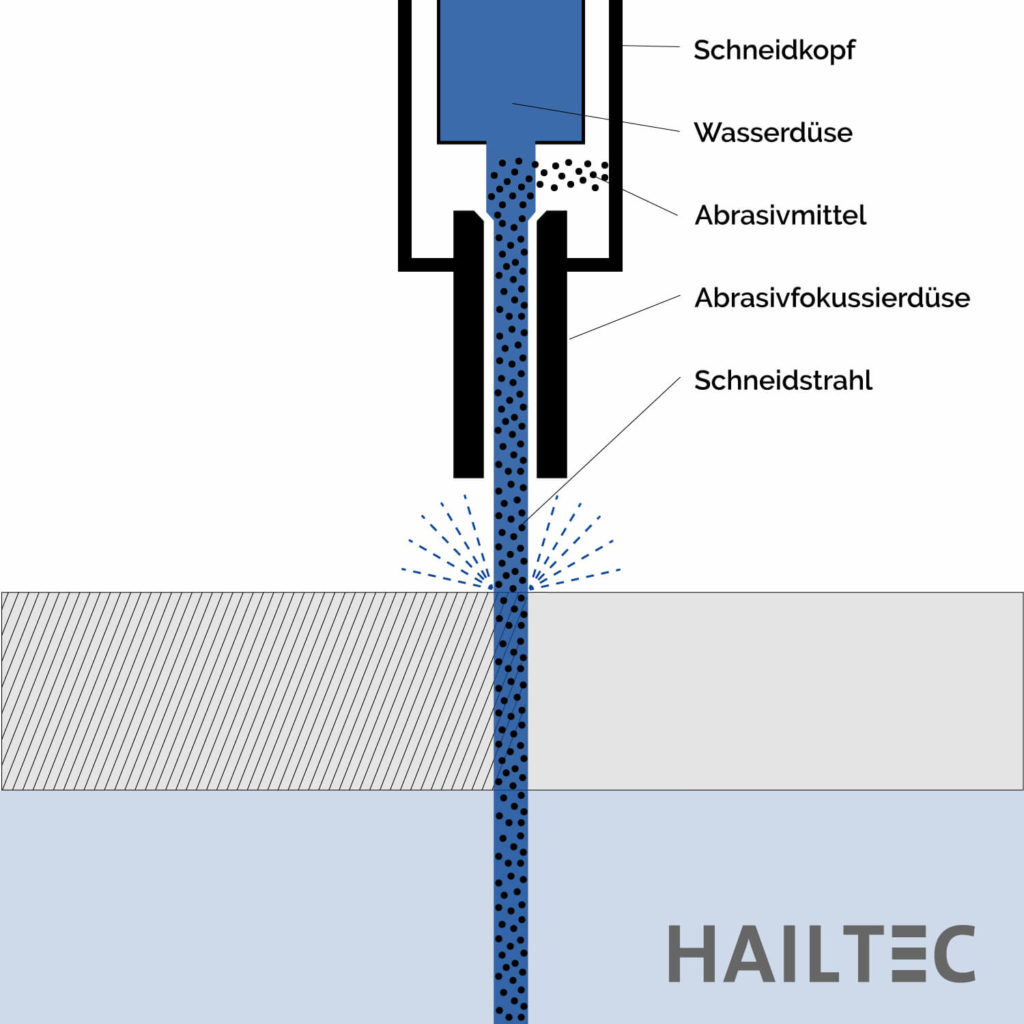
Abrasive waterjet cutting
In abrasive waterjet cutting, we add an abrasive (garnet sand) to the high-pressure water. Its particles impact with high velocity / kinetic energy. This makes it possible to cut materials where this would otherwise not be possible or would be difficult - for example copper, hardened steel, aluminum or composite materials.
Abrasive waterjet cutting is a technique for cutting hard and resistant materials such as steel, stainless steel or concrete. It is an extension of conventional waterjet cutting in which abrasive particles such as sand, diamond powder or grains of aluminum oxide are added in addition to the waterjet.
The addition of abrasive particles increases the cutting power of the waterjet, making it possible to cut hard materials more effectively and faster. Abrasive waterjet cutting is particularly well suited for thicker and harder materials that are difficult or impossible to cut using conventional waterjet cutting methods.
Another advantage of abrasive waterjet cutting is that it produces a clean and precise cut surface without heating the material, minimizing the risk of warpage or deformation.
However, abrasive waterjet cutting is a slightly more expensive process than regular waterjet cutting because it requires abrasive particles and a special nozzle. It should also be noted that abrasive particles can enter the environment during the cutting process and increase environmental pollution.
Overall, abrasive waterjet cutting is an effective method for cutting hard and resistant materials, but it also has its disadvantages in terms of cost and environmental impact.
What added value does micro waterjet cutting offer at HAILTEC?
The micro waterjet cutting as a service:
- Saves costs and resources (tool, energy, water, abrasive, environment)
- cuts precisely and with angular error compensation (many materials can be cut almost at right angles)
- Protects materials and surfaces
- Cuts almost any material
- enables cutting of sandwich materials
Does HAILTEC deliver parts including surface treatment?
The surface finish of your components is a component of our technology portfolio. On request, you can get your components surface-treated with the desired optical or functional properties. You can find an overview of the surface finishing processes at HAILTEC on the Surface Finish page.
Why is it difficult to cut carbon?
Cutting carbon can present some challenges as it is a very hard and brittle material. Some of the difficulties that can occur when cutting carbon are:
- Breakage and cracks: Carbon can easily crack or break if not cut properly. This can result in the cut not being precise and material being lost.
- Thermal damage: Carbon can be damaged by high temperatures that can occur during certain cutting processes, such as laser cutting.
- High tool wear: Since carbon is a very hard material, it can cause tools to wear out quickly and need to be replaced frequently.
- High precision requirements: Carbon must be cut very precisely to achieve the desired shape and size. This can be difficult because it is a very brittle material.
How long has micro waterjet cutting been in use?
The micro waterjet cutting process has its roots in waterjet cutting technology, which was developed in the 1950s. The technology was further developed and improved in the following decades, and the first applications of micro waterjet cutting appeared in the 1970s.
Since then, the technology has continued to evolve, and more precise nozzles and controls have been developed, making it possible to cut very small and complex parts with high accuracy. Today, micro waterjet cutting is used in a wide range of applications, from medical device manufacturing to aerospace engineering.
How is the high pressure created in micro waterjet cutting that cuts the material?
The water pressure in micro waterjet cutting is usually generated by a high-pressure pump that passes water through a fine nozzle. The water is forced through the nozzle under high pressure and emerges as a highly concentrated jet of water. The water pressure required for precision waterjet cutting varies depending on the application and material, but it is typically at least 60,000 psi (4,137 MPa) and can range up to 90,000 psi (6,206 MPa) or higher.
The water is pumped into the pressure vessel by a high-pressure pump and then passed through a nozzle that raises it to a very high pressure. This water jet is then directed at the material to be cut, where it removes and cuts material.
Some waterjet cutting systems also use additional additives such as sand to increase cutting performance. They use a water jet and an abrasive material strand applied to the material to cut it.
Why is micro waterjet cutting used in medical technology?
Micro waterjet cutting is used in medical technology because it is a very precise and clean way to manufacture medical devices and implants. Some of the reasons why it is used in medical technology are:
- High precision: Micro waterjet cutting makes it possible to achieve very precise and clean cuts with a high tolerance accuracy, which is crucial for medical devices and implants.
- No thermal effects: Micro waterjet cutting is a cold cutting process, which means it has no thermal effects on the material. This avoids distortion and deformation of the material.
- Various materials: it can be applied to a wide range of materials, such as metals, ceramics, polymers and even biomaterials, making it ideal for medical devices and implants made of various materials.
- No contamination: Micro waterjet cutting is a clean process that does not cause contamination of the material by moisture or foreign particles, which is critical for medical devices and implants.
- Minimal deformation: Micro waterjet cutting produces minimal deformation in the material, which is particularly advantageous in medical technology because it does not impair the functionality of the implant.